
Allis-Chalmers held factory tours over the years. The company had a number of promotional tour booklets published that visitors could take as a keepsake. This booklet, Highlights: Allis-Chalmers West Allis Works, I figure this was the company tour booklet circa 1955. Have you been on a tour of the West Allis Works or other AC factories? Did you get a tour booklet like this?

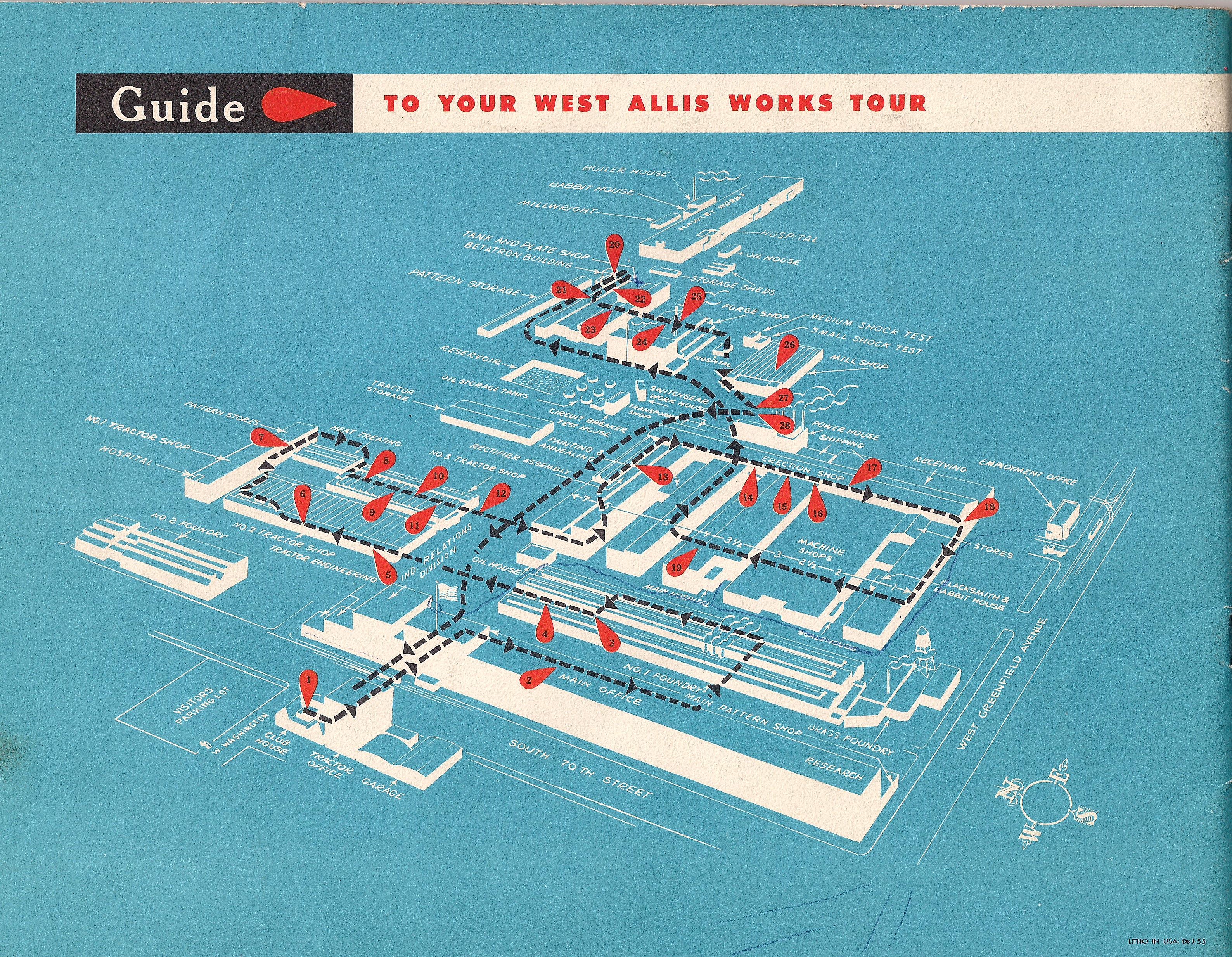
Highlight tour of Allis-Chalmers West Allis Works usually begin at the Clubhouse, 1115 South 70th Street. There guides acquaint you with some of the company operations, safety and national defense regulations, and distribute safety glasses prior to your tour.

the Clubhouse is a meeting place and dining hall for A-C people. In addition, it is often used as a community center. The Clubhouse serves an average of 33,000 lunches and caters to 20 dinner meetings each month. More than 3,500 employes [sic] use it for meeting and recreational purposes monthly.

Our first stop after leaving the Clubhouse is the Pattern shop, where small and large patterns are made. Patterns for foundry molds are built initially from wood. They are then copied in metal for increased wear if the pieces are to be production items. Most foundry molds for tractor parts are made from metal patterns.

Entering the foundry, we see molding, pouring, chipping and spraying operations on all sizes of castings. Castings are cooled, burred and chipped to remove rough surfaces for easier handling and machining in the shops.
In the pit area of the foundry, we see the pouring of large castings like this exhaust end of a 150,000-kw cross-compound steam turbine. Operations of this size have become commonplace here. Castings weighing up to 135 tons have been poured in the pit area of No. 1 foundry. Over 80,000 tons of metal have been melted in a year in the West Allis Works foundries. This is equivalent to about 35,500 WD-45 tractors, each weighing approximately 4,500 pounds.

Leaving by the north door of the foundry we arrive at No. 2 tractor shop where we see one of the basic sizes of power units being taken off the assembly line. Model IB, B and CA tractors are assembled nearby.

Farther north on the west aisle of N0. 2 tractor shop, banks of automatic lathes like this turn out production parts for tractors and engines.

One of several packaging areas in No. 1 tractor shop is shown. Most Allis-Chalmers tractor spare parts are protected by special packaging for shipment to dealers throughout the world.

In No. 3 tractor shop, multiple spindle drills like these bore up to 31 holes and ream 8 holes in one operation on engine blocks for the model WD-45, CA and B tractors. This is an example of using the most modern machine tools to hold down manufacturing costs.

Subassemblies are machined and assembled in adjacent areas to minimize handling. Overhead conveyors carry these to the main tractor production lines for final assembly. In about 175 feet, assembly is almost completed and tractors are ready for washing and spray painting.

On the aisle parallel to the WD-45 assembly line, engines for all models are tested prior to installation in the tractors.

The WD-45 tractors pass through paint spraying booths and drying ovens. Wheels are then added, tires are filled with liquid, decals applied and the tractor is driven from the assembly line to final inspection and shipping. Model CA and B tractors are similarly assembled.

En route to the Industries Group shops, we see trainloads of finished Allis-Chalmers tractors starting their way to farm around the world. Thousands of flatcar and truck loads are shipped each year.

Entering the Industries Group shops, we visit No. 7 shop, which houses the assembly and test facilities for large transformers. These are the electrical units which make it possible to control flow of generated electricity to the final outlet. A vacuum tank 24 feet long, 16 feet wide and 24 feet deep dries the windings under vacuum up to 29 inches of mercury. A test setup simulating a 3,000,000-volt lightening bolt striking a transformer is located here. Transformers to be used on transmission line of 600,000 volts and transformers weighing over 500,000 pounds are produced in this shop.

Longer than the Empire State Building is tall, and four stories high, the 1250-foot main erection floor is the assembly area for the material machined in the shops. Hydraulic equipment, generators, transformers, condensers, motors, crushers, turbines and similar equipment are erected and tested on this floor. Extremely large pieces are machined on the 30-foot or 40-foot vertical boring machines located in this area.

The machined blades of large steam turbine spindles are a familiar sight in the center shops and on the erection floor. Tolerance of one-half thousandth of an inch is maintained in manufacture of turbine blading.

With blading installed, steam turbine elements are assembled and tested on the erection floor to assure development of designed ratings. Cross-compound steam turbines rated at 150,000 kw have been built and tested in this area.

In No. 2.5 and 3 shops and on the erection floor, parts and machinery are manufactured for the mining, cement, coal, and processing industries. Screens, kilns, ball and rod mills, and crushers are machined in these shops. A large gyratory crusher shell is shown on the 30-foot boring mill of the erection floor opposite No. 3 shop. A gyratory crusher being built to handle taconite ore will crush 3,500 tons of rock an hour. If this 610-ton, 34-foot high crusher were handling stone for roads, sufficient rock for a road over a mile long, 18 feet wide and 8 inches deep would be processed each hour.

Part of a generator stator yoke is being turned on the largest machine tool in the West Allis Works. This vertical boring mill is capable of both boring mill is capable of both boring and turning a piece up to 40 feet in diameter and 200 inches high. Hydraulic and steam turbines for power plants throughout the world have been machined on this mill.

In No. 4 shop, large generator and synchronous motor rotors are slotted to hold the windings. The rotor shown is for the largest 2-pole synchronous motor ever built, 36,000 hp. Most electrical windings are made in No. 6 and 7 shops and galleries.

Our betatron laboratory houses a 22-million-volt X-ray machine, one of the products of Allis-Chalmers West Allis Works. It is capable of locating hidden flaws in metals up to 24 inches thick. The building’s reinforced concrete walls are 20 feet high and 6 feet thick to prevent any escape of radiation. A large steam turbine section is shown here, being X-rayed for flaws prior to machining.

The Tank and Plate shop uses up to 4,000,000 pounds of plates and bars each month for fabrication of kilns, coolers, hydraulic turbines cases, condensers, mills and many other products. At the left is a large forming press and at the right a welding positioning table which is the largest in the Western Hemisphere.


Scroll cases for hydraulic turbines are formed, assembled and welding in the Tank and Plate shop. The scroll case shown is one of many built for installations which will develop hydroelectric power. Cases for hydraulic turbines for Hoover, Shasta, Fontana and Falcon Dams, to name a few, were built in this shop.

In the Forge shops large forgings are rough-formed and shaped in this 2,500-ton press. Forgings similar to the steam turbine spindle ingot shown and up to 195,000 pounds and 82 inches in diameter have been handled. The Forge shop monthly produces up to 3,000 tons of drop, heavy press, and open hammer forgings.

Parts for the Industries Group and Tractor Group products are heated and formed in the Forge shop on the steam drop hammers which can deliver a force up to 8,000 pounds.

South of the Forge shop is the Mill shop, where we see purifiers, gyratory sifters, roller mills, flaking mills, grinders, packers and similar equipment being made. Allis-Chalmers has been making flour milling equipment since it was founded in 1847. The first product manufactured was French burr mill stones. It has been said that flour for 9 out of 10 loaves of bread in the United States was milled on Allis-Chalmers equipment. Here we see all metal purifiers being inspected.

The large size and weight of generators and transformers require the use of special heavy-duty, low-center railroad cars. However, in spite of use of special cars, it has been necessary to ship in sections some transformers built in our shops.

Generators like this one, some capable of an output of over 100,000 kw – or enough electricity for a city of over 50,000 people – have been built in the shops and shipped on special flatcars to their destination. The 21 miles of railroad track in the West Allis Works area facilitate the handling of large equipment.

Offices

More than 1500 feet long, the main office building houses company administrative and staff offices, engineering departments and Industries Group sales and manufacturing offices. Tractor Group office building is located on the west side of South 70th Street across from the main office. Typical of the offices are the Key Punch section, Works Accounting Department (above) and the drafting room of the Motor and Generator department of the Power Equipment Division.

Research Laboratories
Research laboratories at West Allis make available latest equipment for doing technical work from routine testing to fundamental research. On routine applications alone, over 1,000 tests each day supplement work carried on in the various product engineering laboratories. A number of fundamental research projects are now in progress and some show promise of making important contributions.

1. Processing laboratory
2. Induction melting laboratory
3. Solvent extraction testing
4. Metallurgical laboratory – micr0-hardness testing
5. Shop scene – ultrasonic testing of large forgings
6. Instrumentation in the Analytical Chemistry laboratory
7. Spectographic laboratory
8. Physical test laboratory



I did not know the tractor tires were liquid filled at the factory. I had assumed that was done locally.
I didn’t know this either. Either they all were, or maybe the ones that were ordered directly from the farmers were an added option.
Odie – Do you send this stuff to the people at the Minn. gig we’re going to – and do they know your coming – and maybe give a little history lesson – maybe have your own booth . I can see (,)(,) you moving to Minn. start up a museum there in Hutchison either on the fair grounds or real close – but then you’d be a Viking fan ;- / Date: Sun, 14 Jul 2013 20:52:44 +0000 To: airpayne1@hotmail.com
Why move to Minnesota when I can open the museum in Milwaukee! 🙂
Hello Austin I hope that you are planning on having your own booth at our 2014 Century Of Allis Chalmers Agriculture in Union Grove WI. I am in awe of the amount of research, andtime that you have spent.
Verry thoughtful blog